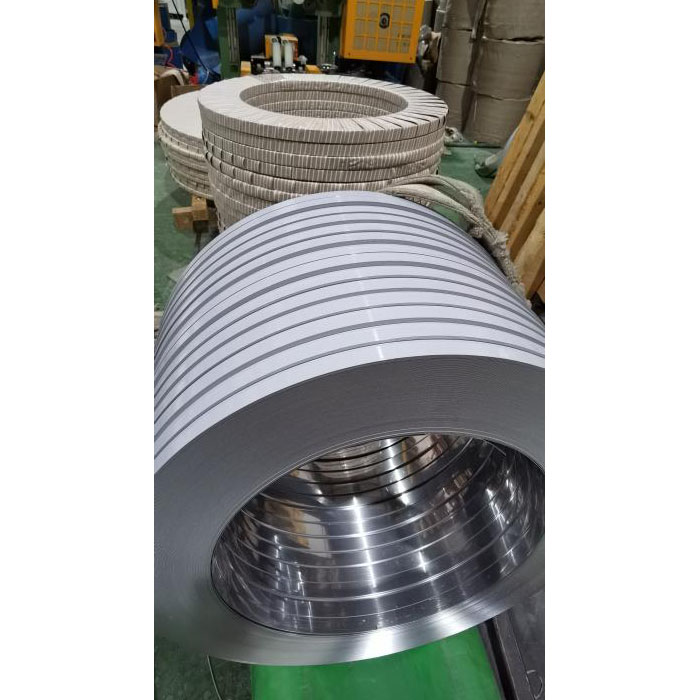
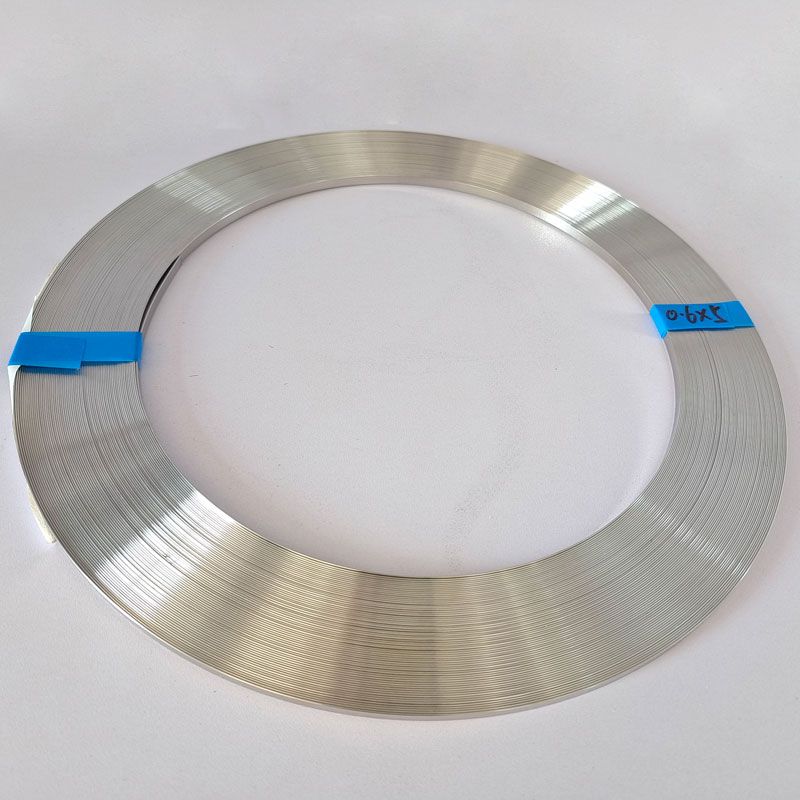
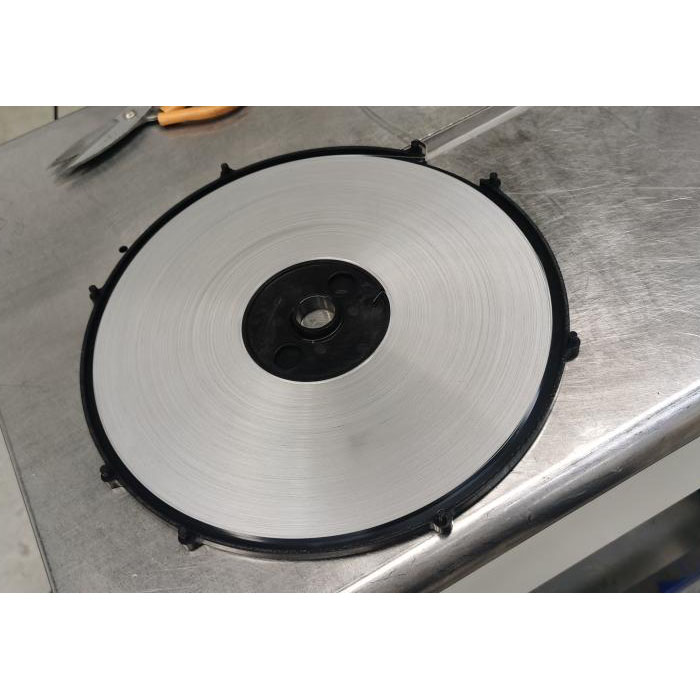
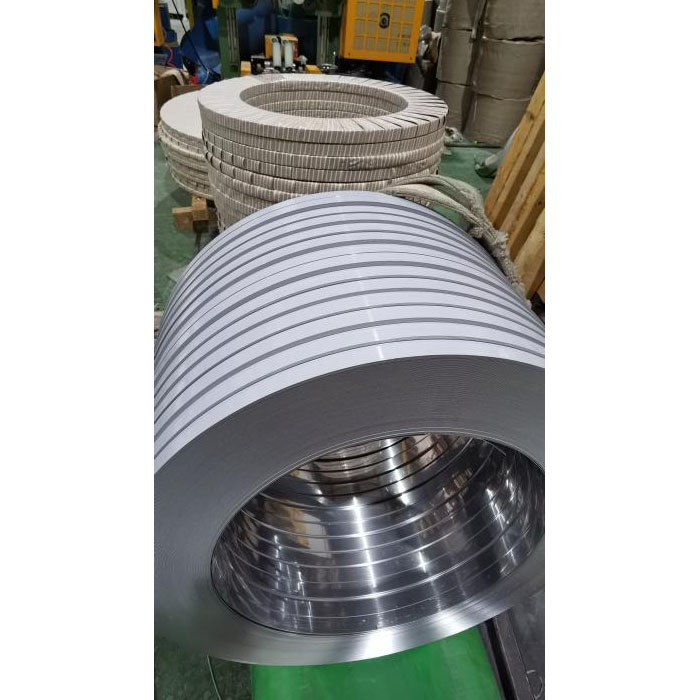
Yüzey girintilerinin nedenleri ve tedavi yöntemlerihassas paslanmaz çelik şeritleraşağıdaki yönleri içerebilir:
İşleme sırasında mekanik çizikler: Kesme, bükme, damgalama vb. Sırasında üretilen yüzey aşınması gibi işlem sırasında mekanik temas veya sürtünme neden olabilir.
Tedavi yöntemi: Mekanik çiziklerin oluşumu, işleme parametreleri ayarlanarak, işlem akışının optimize edilmesi ve uygun araç ve kalıplar seçilerek azaltılabilir.
Takım Yüzey Kusurları: İşleme aletinin yüzeyindeki kusurlar veya yabancı madde, işleme sırasında paslanmaz çelik şeridin yüzeyinde girintilerin bırakılmasına neden olabilir.
Tedavi yöntemi: Yüzeylerinin pürüzsüz ve kusursuz olmasını sağlamak ve ciddi şekilde aşınmış araçları zamanında değiştirmek için işleme araçlarını düzenli olarak inceleyin ve sürdürün.
Malzeme Yüzey Kusurları: Paslanmaz çelik kayışın kendisi, oksit ölçeği ve eşitsizlik gibi bazı yüzey kusurlarına sahip olabilir. Bu kusurlar, işleme işlemi sırasında girintiler oluşturmak için kolayca daha da ağırlaştırılır.
Tedavi Yöntemi: Kaliteyi seçinPaslanmaz çelik şeritlerve pürüzsüz ve pürüzsüz bir yüzey sağlamak için işlemeden önce malzemeyi iyice temizleyin ve tedavi edin.
İşleme sıcaklığının ve basıncın uygunsuz kontrolü: İşleme sırasında sıcaklık veya basıncın yanlış kontrolü, malzeme üzerinde lokal aşırı ısınmaya veya aşırı basınca neden olabilir ve yüzey girintileri oluşturabilir.
İşleme yöntemi: Uygun parametre aralıklarında işlemeyi sağlamak ve aşırı ısıl işlem veya aşırı basınçtan kaçınmak için işlem sırasında sıcaklığı ve basıncı kesinlikle kontrol edin.
Dış çevresel faktörler: Toz, yabancı madde vb.
Tedavi yöntemi: İşleme ortamını temiz tutun, toz ve yabancı maddenin işleme alanına girmesini önleyin ve temiz işleme araçları ve ekipmanlarını kullanın.